- Sistemas a Laser
- Laser Systems
- Hệ thống Laser
- Maquinaria de metal de folhas
- Máquinas Industriais
- Equipamentos Elétricos
- Veículos e Peças
- Robôs Industriais
- Maquinaria de metal de folhas
- Processamento de Plásticos
- Máquinas de Embalagem
- Equipamentos de Energia
- Mineração & Engenharia
- Customized Stage System
- Maßgeschneiderte Aluminiumbühnensysteme
- Aangepaste Stage System
Corte a laser de metal deformação de ângulo reto / queimado, o que fazer?

Causas principais
- Acúmulo de calor no canto
- Velocidade constante sem redução
- Potência do laser não ajustada em cantos
- Tempo de permanência do feixe muito longo

Soluções práticas
- Ativar a redução de velocidade em cantos
- Diminuir a potência do laser dinamicamente nos vértices
- Otimizar a trajetória de corte para evitar calor excessivo
- Usar transição com raio pequeno em vez de cantos muito agudos
- Aumentar a pressão de gás assistente para melhor refrigeração
- Ajustar a altura da cabeça de corte e foco do laser
- Reduzir o tempo de perfuração e calor acumulado
Casos de Deformação em Cantos Retos no Corte a Laser de Metais
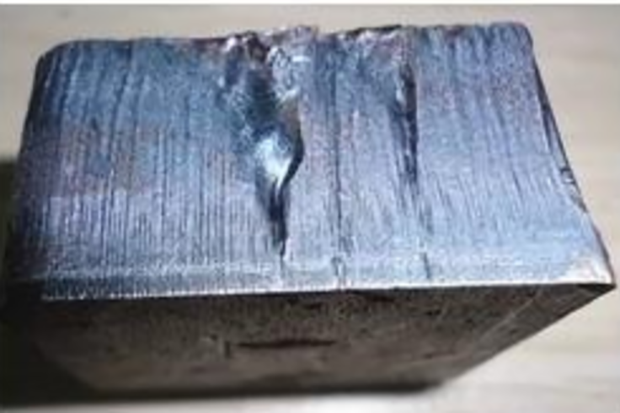
Caso 1
Situação: Chapas finas de aço carbono, cantos retos derretidos e deformados.
Causa: Velocidade não reduzida nos cantos, acúmulo excessivo de calor.
Solução: Ativar função de redução de velocidade e potência em cantos.
Caso 2
Situação: Peças de aço inoxidável com cantos inchados e desalinhados.
Causa: Foco muito baixo, jato de gás insuficiente para resfriar.
Solução: Ajustar foco e aumentar a pressão de nitrogênio.
Caso 3
Situação: Cantos retos com bordas queimadas e formato irregular.
Causa: Potência excessiva, tempo de exposição do laser muito longo.
Solução: Diminuir potência dinamicamente nos vértices e otimizar trajetória.
Caso 4
Situação: Chapa fina com deformação geral e cantos distorcidos.
Causa: Fixação inadequada, calor acumulado em toda a peça.
Solução: Melhorar a fixação da chapa e usar percurso de corte intercalado.

Vem para nós com problemas personalizados, nós lhe damos uma solução precisa