- Sistemas a Laser
- Laser Systems
- Hệ thống Laser
- Usinagem de Chapas Metálicas
- Máquinas Industriais
- Equipamentos Elétricos
- Veículos e Peças
- Robôs Industriais
- Usinagem de Chapas Metálicas
- Processamento de Plásticos
- Máquinas de Embalagem
- Equipamentos de Energia
- Mineração e Engenharia
- Customized Stage System
- Maßgeschneiderte Aluminiumbühnensysteme
- Aangepaste Stage System
Quais são os problemas e soluções comuns no corte a laser de metais
O corte a laser em metais, na prática, enfrenta principalmente quatro tipos de problemas: defeitos na qualidade de corte, falhas operacionais do equipamento, dificuldades no processamento de materiais especiais/chapas espessas e estabilidade do processo. Abaixo, a classificação detalhada, causas e soluções resumidas:

1. Defeitos na qualidade de corte (mais comuns)
1.1 Não corta completamente / perfuração difícil
· Causas: potência insuficiente, velocidade excessiva, foco elevado, pressão de gás insuficiente, lentes contaminadas, material muito espesso / alta refletividade.
· Solução: reduzir velocidade, aumentar potência, ajustar foco, limpar lentes, verificar circuito de gás, usar gás de alta pureza.
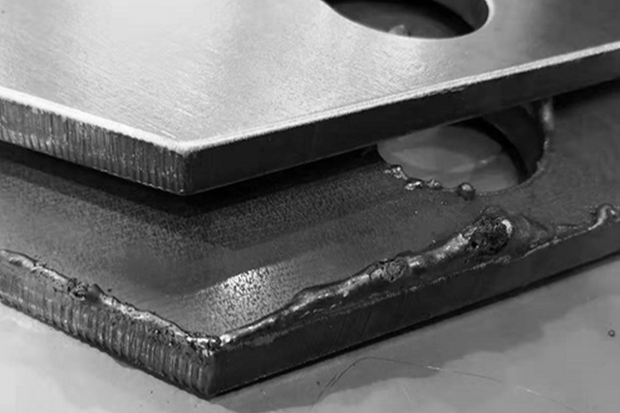
1.2 Escória / rebarbas (resíduos fundidos na base)
· Causas: foco baixo, pressão insuficiente, bico entupido / inadequado, velocidade excessiva, gás impuro.
· Solução: ajustar foco, aumentar pressão, limpar / trocar bico, reduzir velocidade, usar nitrogênio de alta pureza (para aço inoxidável).
1.3 Superfície rugosa, com riscos ou inclinação
· Causas: desvio de foco, velocidade instável, alinhamento óptico incorreto, bico muito grande, vibração da máquina.
· Solução: alinhar foco e trajetória óptica, otimizar curva de velocidade, usar bico adequado, reforçar base e estrutura mecânica.
1.4 Superaquecimento e deformação em cantos vivos / ângulos retos
· Causas: laser permanece muito tempo no canto, concentração de calor, potência não reduzida dinamicamente.
· Solução: ativar redução de velocidade / potência em cantos, usar transição com raio, otimizar trajetória de corte.
1.5 Bordas amareladas / enegrecidas (aço inoxidável / alumínio)
· Causas: baixa pureza de nitrogênio, pressão insuficiente, velocidade baixa, oxidação.
· Solução: usar nitrogênio ≥99,99% de alta pureza, aumentar pressão, aumentar velocidade.
1.6 Deformação térmica em chapas finas
· Causas: acúmulo de calor, fixação inadequada, trajetória inadequada.
· Solução: usar trajetória tipo salto, fixação forte, aumentar velocidade de corte, usar placa de suporte com dissipação.
2. Problemas no equipamento e sistema óptico
2.1 Queda de potência do laser, incapacidade de cortar
· Lentes contaminadas / danificadas, proteção suja, desvio de trajetória óptica, degradação do laser.
· Limpar / trocar lentes, realinhar trajetória óptica, verificar fonte laser.
2.2 Colisão da cabeça de corte, instabilidade de altura
· Chapas arqueadas, calibração de capacitores incorreta, sistema de altura defeituoso, parâmetros baixos.
· Nivelar chapas, recalibrar sensores, ajustar altura de perfuração / corte.
2.3 Anomalias no bico, fluxo de gás instável
· Bico deformado / entupido, falta de alinhamento a laser, vazamentos / umidade ou óleo no circuito de gás.
· Trocar bico, alinhar laser, verificar filtros e secadores.
2.4 Alarmes e paradas da máquina
· Parada de emergência, energia instável, temperatura de água elevada, falha de sensores, acionamento de limites.
· Reiniciar parada de emergência, verificar alimentação, manter sistema de refrigeração, inspecionar sensores e cabos.
3. Dificuldades em materiais especiais e chapas espessas
3.1 Materiais de alta refletividade (cobre, alumínio, latão)
· Alta reflexão, risco de danificar óptica, corte incompleto, muitas rebarbas.
· Usar laser específico para alta reflexão / laser verde, ajustar foco, gás de alta pressão e pureza, medidas anti-reflexo.
3.2 Chapas espessas (>10mm aço carbono / inoxidável)
· Baixa velocidade, má perpendicularidade, largura de corte irregular, escória excessiva na base, superaquecimento.
· Reduzir velocidade, aumentar pressão, usar bico específico para chapas espessas, otimizar foco, corte segmentado, melhorar dissipação.
3.3 Furos pequenos / usinagem fina
· Deformação, baixa circularidade, superfície interna rugosa, superaquecimento ao redor.
· Perfuração pulsada, baixa potência, ajuste preciso de foco, otimizar ciclo de trabalho, velocidade reduzida.
4. Problemas de processo e estabilidade produtiva
· Dependência de experiência em parâmetros: potência, foco, pressão, velocidade e bico precisam ser ajustados frequentemente conforme material / espessura, difícil para iniciantes.
· Baixa estabilidade em lote: contaminação de lentes, variação de gás, temperatura da chapa, desgaste de peças causam flutuações na qualidade.
· Alto custo de consumíveis: lentes de proteção, bicos e espelhos desgastam rapidamente; baixa eficiência e alto consumo energético em materiais de alta reflexão / chapas espessas.
5. Ordem de verificação rápida (diagnóstico no local)
1. Visual: bico em bom estado, limpo e alinhado?
2. Gás: pressão, pureza, presença de água/óleo, vazamentos?
3. Óptica: lente de proteção / lente de foco suja ou riscada?
4. Parâmetros: foco, velocidade, potência e tipo de gás compatíveis?
5. Material e fixação: superfície limpa, plana e bem fixada?
6. Equipamento: trajetória óptica, sistema de altura, temperatura da água, estado do laser?